Začínáme s páječkou. Co je potřeba pro pájení. Pomocí domácího žihadla
Pokud vezmeme v úvahu způsoby pájení, pak je práce prováděná páječkou nejběžnější a nejpohodlnější. Navzdory tomu má pájení páječkou dvě důležitá omezení, která je třeba vzít v úvahu při výběru metody. Pájení páječkou by mělo být prováděno pouze pájkami s nízkou teplotou tání a je obtížné provádět potřebné manipulace, pokud jsou pájené díly příliš masivní.
Poslední obtíž lze překonat, pokud použijete další zdroje tepla, jako je plynový nebo elektrický sporák, plynový hořák. Pomocí těchto zdrojů můžete dosáhnout požadovaného výsledku zahřátím pájené části, i když to celý proces zkomplikuje.
Chcete-li zahájit proces pájení, potřebujete připravit správný nástroj a speciální materiály. V první řadě je samozřejmě potřeba samotná páječka a je jasné, že bez tavidla a pájky se neobejdete.
Nejběžnější pájecí zařízení jsou elektrické páječky protože se snadno používají a snadno se dají sehnat. Požadovaný pájecí nástroj je vybrán v závislosti na jeho výkonu, který ukazuje úroveň tepelného toku směrovaného na pájené části.
Bude správné pájet elektronické součástky se zařízením, jehož výkon nepřesáhne 40 wattů. Pokud mají pájené díly stěny nebo dráty nepřesahující jeden milimetr, pak by bylo vhodné zvolit nástroj v rozmezí 80–100 wattů. Pokud je stěna součásti dva milimetry nebo více, pak je potřebný výkon více než 100 wattů. Právě mezi takové výkonné nástroje patří kladívkové páječky poháněné elektřinou, které mají výkon 250 wattů a také vyšší. Tak výkonná zařízení jsou zpravidla vyžadována pro průmysl, kde potřebujete pájet velké díly. Cena takovýchto spotřebičů mimo domácnost je odpovídajícím způsobem vysoká.
Tepelná vodivost pájeného materiálu je také třeba vzít v úvahu při výběru výkonu páječky. Například při pájení ocelových výrobků by měl být v méně zahřátém stavu než při práci s měděnou konstrukcí.
Pájky
Pro pájení elektrickým nástrojem se používá čistý cín, cín-olovo, cín-stříbro a další druhy pájek.
Pokud je nutné pájet nádobí používané k vaření, pak bude správné používat pouze čistý cín.
Tavidla
 Materiály jako bronz, stříbro, nikl stříbro, měď, cín, zlato, mosaz, olovo se podle odborníků dobře pájí. Celkem přijatelné můžete pájet nikl, nízkolegované a uhlíkové oceli, zinek. Mezi materiály, se kterými se obtížně pracuje, patří hliník, nerez, ale i chrom, vysoce legované oceli, hliníkový bronz, litina, hořčík a titan. V praxi lze poznamenat, že pouze nepřipravený díl nebo drát, nesprávně zvolené tavidlo a nesprávně zvolená teplota zpracování vedou ke špatnému pájení.
Materiály jako bronz, stříbro, nikl stříbro, měď, cín, zlato, mosaz, olovo se podle odborníků dobře pájí. Celkem přijatelné můžete pájet nikl, nízkolegované a uhlíkové oceli, zinek. Mezi materiály, se kterými se obtížně pracuje, patří hliník, nerez, ale i chrom, vysoce legované oceli, hliníkový bronz, litina, hořčík a titan. V praxi lze poznamenat, že pouze nepřipravený díl nebo drát, nesprávně zvolené tavidlo a nesprávně zvolená teplota zpracování vedou ke špatnému pájení.
Správně zvolené tavidlo je tedy klíčem k dokonale odvedené práci s minimálními časovými a fyzickými náklady. Právě tavidlo je zodpovědné za to, zda bude požadovaný kov pájen, jaká bude pevnost spoje, jak náročné bude celým procesem projít. Celým úkolem tavidla je zničit oxidový film pájeného kovu.
Tavidlo "Kyselina pro pájení", který odkazuje na kyselá aktivní tavidla, se nesmí používat při pájení elektronických součástek. Díky své agresivitě může takové tavidlo způsobit korozi. Ale je to právě tato vlastnost, která vám umožní dokonale spojovat kovové části. Čím je kov chemicky odolnější, tím by mělo být použité tavidlo aktivnější. Nesmíme však zapomínat, že to, co zbylo z aktivních toků, musí být po dokončení procesu odstraněno.
Pro pájení ocelových konstrukcí se za účinná tavidla považují vodný roztok chloridu zinečnatého a pájecí kyseliny vyrobené na tomto základě. V tuto chvíli výrobci představili širokou škálu silných tavidel, která lze použít i při pájení.
Při práci s nerezovou ocelí je na rozdíl od nízkolegované a uhlíkové oceli potřeba používat aktivnější tavidla, která zničí vrstvu persistentních oxidů pokrývající povrch nerezové oceli.
Při zjišťování, jak pájet železné výrobky pomocí páječky, je zřejmé, že elektrická páječka nebude pro tyto účely vhodná, protože nebude schopna dokončit úkol, který je jí přidělen. Litinu je nutné pájet pouze vysokoteplotním pájením.
Pro provedení vysoce kvalitní práce s nerezovou ocelí je to nutné aplikovat kyselinu fosforečnou(F-38). Protože nejlépe překonává film odolný vůči oxidům pokrývající tento materiál.
Pozinkované železo vám snadno umožní pájet tavidlo, které zahrnuje chlorid zinečnatý, ethylalkohol, chlorid amonný, kalafunu (LK-2).
 Při pájení nejsou nutné všechny přístroje a materiály. Všechny ale zjednodušují a dělají práci s páječkou pohodlnější a pohodlnější.
Při pájení nejsou nutné všechny přístroje a materiály. Všechny ale zjednodušují a dělají práci s páječkou pohodlnější a pohodlnější.
Stojan na pájecí nástroje je potřebný nejen pro pohodlí, ale také pro bezpečnost. Aby se zajistilo, že se vyhřívaný hrot zařízení nedotkne cizích předmětů, které by se takovým kontaktem mohly poškodit.
Jsou tři možnosti získání takového potřebného zařízení:
- Stojan se prodává v sadě s pájecím nástrojem.
- Zakoupeno.
- Vyrábí se nezávisle z tenkého plechu.
K odstranění přebytečné pájky slouží speciální oplet, který je vyroben z tavených tenkých měděných drátů. Jeho odvinutý konec se nanese na pájku a poté se přitlačí páječkou. Následně veškerou přebytečnou pájku pomocí kapilárních sil je možné shromáždit v ní, jako v pijavici. Použitý hrot opletu, který je již nasycený pájkou, se odřízne a vyhodí.
Při pájení bude velmi vhodné mít přípravek, který nazývaný "třetí ruka". Toto zařízení svými svorkami řeší problém s katastrofálním nedostatkem rukou při pájení, kdy se v jedné ruce drží páječka a v druhé pájí. Tento přístroj lze navíc vybavit i lupou, která vám pomůže lépe vidět připájené drobnosti nebo tenký drát.
A samozřejmě se neobejdete bez pájecích postupů bez pinzety, svorek, kleští. Koneckonců, díly se mohou velmi zahřát a nebude možné je držet rukama.
Technika páječky
Existuje několik způsobů, jak pracovat s páječkou:
- Dodávka pájky z hrotu nástroje přímo na požadované díly.
- Přívod pájky přímo do oblasti pájeného dílu.
Ale než začnete pájet, musíte udělat přípravné manipulace s detaily. Příprava spočívá v upevnění dílů, zahřátí páječky a navlhčení místa pájení tavidlem.
Při pájení prvním způsobem se malé množství pájky nataví na páječku a přitlačí její hrot na potřebná místa na pájených dílech. Stabilní pohyb hrotu páječky podél zamýšleného švu přispívá k ideální distribuci pájky po pájeném povrchu.
Ve druhé verzi pájení musíte nejprve potřebné díly zahřát páječkou na požadovanou pájecí teplotu a poté je pájka přiváděna end-to-end mezi potřebné díly nebo na povrch, který se má pájet. Pájka po roztavení vyplní mezeru mezi díly, což poskytne požadovaný výsledek.
Pocínování drátu
 Cínování je proces potahování vrchní vrstvy kovu pájkou. Taková operace se provádí jak jako přípravná operace před pájením, tak jako nezávislá operace.
Cínování je proces potahování vrchní vrstvy kovu pájkou. Taková operace se provádí jak jako přípravná operace před pájením, tak jako nezávislá operace.
Nejběžnějším směrem, kde se aplikuje cínování, je pocínované konce elektrických vodičů. Jak správně pájet dráty páječkou a vyrábět cínování, abyste získali požadovaný efekt, budeme podrobně zvažovat.
Podle toho, z čeho jsou dráty vyrobeny a v jakém stavu se nacházejí v době práce, se liší i zpracování, kterému musí být podrobeny.
K pocínování se nejlépe hodí pevný měděný drát. Nový drát není chráněn oxidy, takže s ním není třeba manipulovat, aby se čistil. Proces spočívá v aplikaci tavidla na špičku drátu, pájka je aplikována na horký konec páječky a páječka je nesena podél drátu, přičemž se snaží drát otočit.
V některých případech, kdy dirigent nehodlá šťourat, může pomoci jednoduchý tablet. To se může stát, pokud je drát lakovaný nebo smaltovaný. V takovém případě je to nutné tabletu aspirinu položte na prkna a pevně přitiskněte vodič k jeho povrchu, zahřejte páječkou na několik sekund. Při takových akcích se tableta roztaví, což způsobí zničení laku. Poté můžete bez problémů provádět pocínování drátu.
Výpary z roztaveného aspirinu jsou zdraví škodlivé, takže můžete použít speciální tavidlo, které odstraní lak z povrchu drátů.
Pokud jsou dráty staré, pak jsou obvykle pokryty oxidy, které narušují proces cínování. Problém můžete vyřešit pomocí již zmíněného aspirinu. Chcete-li to provést, musíte odvinout vodič, položit jej na tablet a na několik sekund jej zahřát páječkou a pohybovat vodičem ze strany na stranu.
 Chcete-li provádět pocínování hliníkového drátu, musíte si zakoupit speciální tavidlo, například Flux pro pájení hliníku je ideální. Lze jej použít i při pájení kovů s odolným oxidovým filmem. Jediné, na co by se při použití takového tavidla nemělo zapomínat, je očištění pájeného povrchu od jeho zbytků. Pokud tak neučiníte, může se objevit korozi v místě pájení.
Chcete-li provádět pocínování hliníkového drátu, musíte si zakoupit speciální tavidlo, například Flux pro pájení hliníku je ideální. Lze jej použít i při pájení kovů s odolným oxidovým filmem. Jediné, na co by se při použití takového tavidla nemělo zapomínat, je očištění pájeného povrchu od jeho zbytků. Pokud tak neučiníte, může se objevit korozi v místě pájení.
Chcete-li odstranit zbývající pájku vytvořenou při cínování, můžete drát umístit svisle a na místo přebytku přitlačit horkou páječku. Veškerý přebytek odteče z drátu do páječky.
S využitím všech znalostí a správných materiálů dosáhnete dokonale odvedené práce při použití páječky.
Můj vztah k rádiu a mikroelektronice lze popsat nádhernou anekdotou o Lvu Tolstém, který rád hrál na balalajku, ale neuměl jak. Občas píše další kapitolu Vojny a míru a sám si myslí „trendy brandy trendy brandy...“. Po kurzech elektrotechniky a mikroelektroniky na mém milovaném Moskevském leteckém institutu plus nekonečných vysvětlování mého bratra, které téměř okamžitě zapomenu, v zásadě zvládám sestavit jednoduché obvody a dokonce si vymýšlet vlastní, dobře teď, pokud ne cítit se jako hrát si s analogovými signály, zesilovači, snímači atd. můžete najít hotovou mikrosestavu a zůstat ve více či méně srozumitelném světě digitální mikroelektroniky.
K podnikání. Dnes budeme mluvit o pájení. Vím, že mnoho začátečníků, kteří si chtějí hrát s mikrokontroléry, to odrazuje. Nejprve však můžete použít
Takže jsme skoro tam. Všechno píšu tak podrobně, protože, upřímně, pro mě to byl průlom. Jak jsem náhodou zjistil, k pájení jednoduchých součástek stačí páječka, nejběžnější s hrotem ve tvaru šídla:
A pájet s tavidlem uvnitř:

Všechno je v procesu. Musíte to udělat takto:
- Díl se zasune do desky a musí být zajištěn (nebudete mít vteřinovou ruku na držení).
- Do jedné ruky se vezme páječka, do druhé se vezme drát pájky (je vhodné, když je ve speciálním dávkovači, jako na obrázku).
- Pájka na páječku vzít NENÍ TŘEBA.
- Dotkněte se hrotem páječky místa pájení a zahřejte ji. Obvykle jsou to 3-4 sekundy.
- Poté bez vyjmutí páječky druhou rukou dotkněte se hrotem pájecího drátu tavidlem místa pájení. Ve skutečnosti v tomto místě přicházejí do kontaktu všechny tři části najednou: pájecí prvek a jeho otvor na desce, páječka a pájka. Po vteřině dojde k „pshshshshsh“, hrot pájecího drátu se roztaví (a vyteče z něj trochu tavidla) a požadované množství tavidla jde do místa pájení. Po vteřině můžete páječku sejmout pájkou a foukat.

Je jasné, že čekací doba v každé fázi vyžaduje alespoň minimální praxi, ale ne více. Jsem si jistý, že každý začátečník s touto technikou si Maximite sám zapájí za hodinu.
Dovolte mi připomenout hlavní znaky dobrého pájení:
- Hodně pájky neznamená kvalitní kontakt. Kapka pájky v místě kontaktu by jej měla pokrýt ze všech stran, bez výmolů, ale neměla by to být příliš velká žárovka.
- Barva pájky by měla být blíže k lesklé a ne k matné.
- Pokud je deska oboustranná a otvory jsou nekovové, je nutné pájet uvedenou technologií na obou stranách.
Planární prvky (samozřejmě ne ty nejmenší) se nějakým způsobem pájejí ještě snadněji, i když u podomácku vyrobených zařízení už budete muset desku leptat, protože použití planárních prvků na prototypové desce nebude příliš pohodlné. .
Takže malý, téměř teoretický bonus k pájení plošných prvků. Mohou to být mikroobvody, tranzistory, odpory, kapacity atd. Opakuji, doma existují objektivní omezení velikosti prvků, které lze pájet běžnou páječkou. Níže uvedu seznam toho, co jsem osobně pájel běžnou páječkou na 220V.
Pro pájení plošného prvku již nebude možné používat pájku na cestách, protože se může příliš „odtrhnout“ a „vysunout“ několik nohou najednou. Proto je nutné nejprve nějakým způsobem pocínovat záplaty, kam plánujete komponentu umístit. Tady se bohužel bez tekutého tavidla neobejdete (alespoň mně se to nepovedlo).
Na záplaty (nebo záplaty) nakapejte trochu tekutého tavidla, na páječku naberte docela dost pájky (jde to i bez tavidla). Pro plošné prvky je obecně potřeba velmi málo pájky. Poté se konce páječky lehce dotkněte každé záplaty. Měla by na něm být nějaká pájka. Více než je nutné, každý patch „nezabere“.
Vezměte prvek pomocí pinzety. Za prvé je to pohodlnější a za druhé bude pinzeta odvádět teplo, což je u plošných prvků velmi důležité. Upevněte prvek na místo pájení a držte jej pinzetou. Pokud se jedná o mikroobvod, musíte se držet nohy, kterou pájete. U mikroobvodů je důležitý především odvod tepla, lze tedy použít dvě pinzety. Jedním přidržíte část a druhou připevníte k připájené noze (existuje pinzeta s klipem, kterou nemusíte držet rukama). Sekundovou rukou opět nanesete na místo pájení kapku tekutého tavidla (možná se trochu dostane na mikroobvod), stejnou rukou vezmete páječku a na vteřinu se dotknete místa pájení. Protože pájka a tavidlo jsou již tam, pájená noha se „ponoří“ do pájky aplikované ve fázi pocínování. Postup se poté opakuje pro všechny nohy. V případě potřeby můžete kopat v tekutém toku.

Když si koupíte tekuté tavidlo, kupte si tekuté na mytí desek. Bohužel, s tekutým tavidlem je lepší umýt desku po pájení.
Hned musím říct, že jsem v pájení nikdy nebyl profesionál a ani pokročilý amatér. To vše jsem dělal běžnou páječkou. Profesionálové mají své vlastní metody a vybavení.
Pájení plošného prvku samozřejmě vyžaduje mnohem více zručnosti. Ale i tak docela realisticky doma. A pokud nepájíte mikroobvody, ale pouze ty nejjednodušší prvky, pak je vše stále zjednodušeno. Mikroobvody lze zakoupit již zapájené do podložek nebo ve formě hotových sestav.
Zde jsou obrázky toho, co jsem osobně po troše cviku úspěšně zapájel.
Jedná se o nejjednodušší typ trupu. Ty lze vložit do podložek, které jsou ve složitosti pájení stejné. Ty se jednoduše připájejí podle prvního návodu.


Další dva jsou obtížnější. Zde je již nutné pájet podle druhého návodu s úhledným chladičem a tekutým tavidlem.


Elementární plošné součástky, jako jsou níže uvedené rezistory, se pájejí poměrně snadno:

Ale je tu samozřejmě limit. Tato laskavost je již nad mé schopnosti.



Na závěr pár levných, ale velmi užitečných věcí, které stojí za to dokoupit kromě páječky, pájky, pinzety a řezačky drátu: 
Úspěchy v pájení! Vůně kalafuny je úžasná!
Řekněme, že chcete pájet hliník. Ne každý ví, že kalafuna bere pouze měď a její slitiny. Jiné je třeba pájet pomocí speciálních tavidel, kyselin, pájek. Dokonce i ocel se hodí k této vědě, pokud se k ní přistupuje moudře. Zvažte, jak správně pájet páječkou.
Charakteristiky procesu
Uvnitř páječky je topné těleso určitého výkonu, umístěné v izolačním plášti z keramiky nebo jiného žáruvzdorného materiálu. To je nutné, aby veškeré teplo šlo dovnitř, kde se žihadlo nachází. Hlavní rozdíl mezi páječkami je výkon a tvar. V závislosti na tom se průvodce rozhodne, co konkrétně je třeba použít.
Často se používá jako nástroj v elektronice. V uvažovaném případě je důležité nepřekročit rozptylový výkon relativně křehkých rezistorů, mikroobvodů a kondenzátorů. Pokud se tak stane, práce je přepracována. S tím rozdílem, že poškozenou věc musíte koupit v obchodě. Proto je důležité naučit se správně pájet.
Je těžké říci, kolik energie je v konkrétním případě zapotřebí. Radioamatéři se řídí velikostí.
Výkon páječky
Nejprve se odhadne výkon páječky. Je jasné, že lézt do základní desky se 100W jednotkou je prostě nebezpečné. Je rozumnější koupit páječku na 20 nebo 50 wattů. Upozorňujeme, že ne všechny páječky jsou napájeny napětím 220 V. Existuje mnoho příkladů nedodržení pravidla. Výrobce se řídí jednoduchou logikou: páječka s nízkým výkonem vyžaduje kroucenou šroubovici, která přináší velké ztráty při frekvenci 50 Hz. Logičtější je přejít na stejnosměrný proud. V takovém případě už indukčnost nehraje velkou roli. Pokud připojíte nízkopříkonovou stejnosměrnou páječku (na fotografii zcela vpravo) k elektrické síti 220 V AC, výrobek bude hořet. Číňané ale vyrábějí malé páječky (druhé zleva). Ten zobrazený na fotografii ukazuje výkon 40 wattů a je napájen ze standardní zásuvky. Nakonec se standardně vyráběly 100 W páječky v SSSR (zcela vlevo). Jak zjistit výkon a napájecí napětí? To je hlavní problém: páječka často nenese rozlišitelná označení. Pokud si vezmete čínštinu, je na ní nalepena červenobílá nálepka (viz foto) s informacemi a u zařízení s dřevěnou rukojetí je výkon uveden na zástrčce. Ochranný kryt 100wattové páječky je příslušně označen. Je tam uvedena GOST, informace lze získat z dokumentace. Výkonná 100W páječka umožňuje práci s hrubými a velkými díly, nepostradatelná pro tvrdé pájky.
Sekce Sting
Často hraje roli velikost hrotu (kovová tyč na pájení). Například 100wattová páječka má měděnou tyčinku plné tloušťky. Pokud potřebujete připájet něco tenčího, hrot se vymění. U dotyčné páječky se to prostě vytáhne a kde koupit náhradní je otázka druhá. Například žihadla se prodávají ve speciálních obchodech pro radioamatéry a mohou stát slušnou částku. Čínská 40W páječka s vynikajícím hrotem stojí 40 rublů (FixPrice) a hrot tohoto druhu může stát 300 rublů samostatně. Systém montáže je jiný. Například u stejnosměrné páječky se odšroubuje, zatímco u čínské drží šrouby (jako zařízení s dřevěnou rukojetí). Materiál se může lišit. Objemné hroty 100wattových páječek jsou obvykle měděné, zatímco ty skromné a miniaturní jsou vyrobeny ze slitiny barevných a železných kovů. Ale obě možnosti umožňují pracovat se všemi pájkami, které lze roztavit.
Před prací je hrot páječky očištěn od odpadních materiálů a oxidového filmu pilníkem nebo pilníkem. Je jasné, že to není jediná cesta. Pro takové účely je například povoleno používat různé toky. Je na čase, aby čtenáři zjistili, jak je díl připraven k pájení.
Jak jsou povrchy součásti a hrotu připraveny pro proces pájení pomocí tavidel
Povrch jakéhokoli kovu (až na vzácné výjimky) je pokryt oxidovým filmem. Výsledkem je, že pájka prostě nesedí. Skupina látek, jejichž účelem je odstranit oxidový film z povrchu, se nazývá tavidla. Jsou pevné a tekuté a prodávají se také smíchané s pájkou ve formě past. Do první kategorie patří kalafuna a řada dalších látek. Kapalná tavidla jsou často kyseliny, roztoky solí. Základem se stává alkohol a jiné tekutiny.
Je důležité pochopit, že pro různé případy se používá speciální složení. Jediným rozdílem je cena, na které je třeba se snažit ušetřit. Působením vysokých teplot a kalafuny se z povrchu měděného drátu odstraní vrstva oxidu a případná laková izolace se rozpustí (to je typické pro vinutí transformátoru). Tavidlo zároveň zlepšuje smáčivost povrchu. Díky tomu se pájka snadno roztírá a následně lepí a tvrdne. Vznikne elastický, pružný a odolný kontakt. Pájení proto využívají nejen radioamatéři, ale i zástupci jiných profesí. Včetně oprav aut.
Pro různé typy povrchů se prodává specifické tavidlo. Například ocel se leptá kyselinou chlorovodíkovou, často se používá chlorid zinečnatý. Je třeba si uvědomit, že po procesu pájení je povrch vyčištěn, jinak bude jeho zničení pokračovat. Zbytků tavidla se zbavují kartáči, smirkem, často omytím slabým roztokem (5%) sody, místa vystavení kyselinám a poté horkou a studenou vodou.
Pozor na smáčivost: pro pájení hliníku nestačí očistit vrchní vrstvu jehlovým pilníkem. To téměř nedává výsledek, protože pájka se nerozšíří po povrchu. Smáčení je špatné. Po ošetření kyselinou se uspořádání sil dramaticky změní. Pokud jde o ocel, byly pro ni vytvořeny speciální kyseliny (viz foto). Litina je také pájena, řezání okrajů pro pájku. Nejprve se povrch upraví tavidlem, poté se pocínuje. Poté se postupně celý objem vyplní do jedné roviny s okolním povrchem.

Roztok amoniaku je často zaměňován s amoniakem. První je hydroxid amonný (10% roztok) a druhý je chlorid. Oba dráty nelze pájet v čisté formě, ale používají se k výrobě různých tavidel. Například zředění amoniaku vodou vám umožní získat kyselinu chlorovodíkovou. Zde již amatéři vymýšlejí své vlastní recepty, z nichž mnohé lze číst ve veřejné doméně. A také se doporučuje pájet hliník páječkou pomocí aspirinové tablety.
Co je pájka, druhy pájek
Pájka je směs kovů. Hlavní úkol: získání maximální pevnosti a elektrické vodivosti za minimální náklady. Častěji se musí pracovat s cíno-olovnatými pájkami, ale zinek se používá i pro pájení hliníku. Index bodu tání je vyšší, a to je jedno z kritérií, podle kterých je obvyklé rozlišovat:
- Zvláště tavitelný - indikátor bodu tání pod 145 stupňů Celsia.
- Tavitelný - indikátor bodu tání nad 145 stupňů Celsia, ale pod 450.
- Střední bod tání - ukazatel bodu tání nad 450 stupňů Celsia, ale pod 1100.
- Vysoká teplota tání - ukazatel bodu tání nad 1100 stupňů Celsia, ale pod 1850.
- Žáruvzdorné pájky mají bod tání nad 1850 stupňů Celsia.
Hořák musíte použít již v horní části třetí skupiny: bod tání je vysoký, takže to ponese páječka. Dodáváme, že elektrická vodivost cínu je vyšší než olova, z tohoto důvodu jsou kompozice s vysokým obsahem kovů pro vojáky dražší. Ale to není jediný důvod. Při pocínování pánví je důležité zachovat podmínky nezávadnosti pro člověka. Je jasné, že olovo v tomto případě nepřipadá v úvahu.

Procento dražších kovů se obvykle objevuje v názvu značky. Například u POS (cín-olověná pájka) je to možné 10, 60 nebo 90 %. Kompozice často obsahuje antimon. Jeho procento je obvykle za pomlčkou, například POSSu 40-0,5. Antimon se přidává, stejně jako mnoho jiných nečistot, pro zlepšení kvality pájky. Zejména snižuje oxidaci taveniny, což vede ke kvalitnímu vzhledu a není potřeba spoj chránit lakem. Antimon zvyšuje tepelnou odolnost sloučeniny vůči teplotám nad 100 stupňů Celsia.
V Evropě se nyní zavádí zákaz pájek s obsahem olova. Jsou nahrazeny stříbrnými, i když se teplota tání zvyšuje. A náklady samozřejmě rostou. Nemyslete si ale, že vysoká cena znamená nepostradatelnou kvalitu. Cín je drahý, ale Scottova expedice na jižní pól zemřela na cínový mor v roce 1912. Již při teplotě čtyř stupňů Celsia jsou možné negativní změny, ale s poklesem procesu se proces zhoršuje. Představte si, co se stane s čistým cínem v mrazu.
Nikdo nemůže plně vysvětlit proces moru. Předpokládá se, že cín musí být infikován a pak se švy pájky rozpadnou. Scottova expedice vzala sudy s palivem pájené tím nejčistším kovem. Byly provedeny studie a bylo zjištěno, že přidání malého procenta olova blokuje rozvoj moru. Ani POS 90 se nebojí mrazu, ale je drahý a POS 40 a nižší se často používají v technice i přes svou relativně nízkou elektrickou vodivost.
Kromě uvedených se místy používají měděné pájky. Jejich bod tání je poměrně vysoký, proto je nutné použít hořák. V takovém případě se na povrch obvykle nalije tavidlo (méně běžně používaná kapalina) pro stripování. Pak vše závisí na charakteru úkolu. Například pro pájení hrotu kabelu se první upne do svěráku baňkou nahoru a dovnitř se nasypou drobky pájky. To vše je ohříváno hořákem. Poté se kabel vloží dovnitř a vnější izolace se roztaví. Místo se doporučuje násilně chladit např. foukáním.
proces pájení

Před zahájením práce si připravíme páječku. Nejprve se žihadlo vyčistí. Husté saze se odstraní sekáním ostrým nástrojem. Na fotografii je páječka, část hrotu je začištěna jehlovým pilníkem. Je vidět, že od dlouhého používání se povrch stal nerovný, hrbolatý. To narušuje proces pájení.
Slabé saze se po zahřátí odstraní. K tomu se používají stejné kyseliny a kalafuna. Úkolem je odhalit žihadlo. Často působením tavidel odpadá také silná kůra, kterou je obtížné obrousit.
Izolace elektrických vodičů se odizoluje na požadovanou vzdálenost. Poté se jádro zpracuje roztavenou kalafunou nebo kyselinou. To se provádí pomocí páječky a v mnoha případech bude vyžadován dobrý výfuk. V průmyslu se často používají například výpary kyseliny mravenčí, ale tato látka je pro člověka velmi nebezpečná. Před použitím chemikálie k pájení měděných elektrických vodičů pečlivě vyhledejte na internetu, co se říká o bezpečnosti takových akcí. Z povahy vlivu kyseliny mravenčí se stává strašidelným.
Pokud správně pájíte elektrické vodiče, pak již v procesu odstraňování oxidového filmu můžete vidět, jak se pájka plazí po povrchu. Zvláště zřetelně je to vidět na zadní straně desek plošných spojů. Dráhy mají být pokryty tenkou vrstvou pájky. Ti, kteří si myslí, že je to dlouhá doba, se trápí marně. Doslova jedním šmahem musíte obejít instalaci s kouřící kalafunou a poté sebrat pájku a rozteče se po povrchu. Typické napájení trvá několik minut. Leptání desky v modré vitriolu trvá déle.
Věříme, že čtenáři již pochopili, že pájet hliník s cínem je možné až po odstranění oxidového filmu.
Schopnost pájet v moderním životě, nasyceném elektrickými spotřebiči a elektronikou, je stejně nezbytná jako schopnost používat šroubovák. Existuje mnoho metod pro pájení kovů, ale nejprve musíte vědět, jak správně pájet páječkou. Taková zdánlivě jednoduchá akce má spoustu jemností a nuancí - počínaje výběrem nástroje a konče bezpečnostními opatřeními při práci s ním.
Obecné otázky
Používají se kovy, které mají tendenci se šířit po povrchu, pokud jsou v roztavené formě. To je usnadněno gravitačními silami a mírným napětím. Tato vlastnost umožňuje spojit více dílů. Jsou pokryty vrstvou pájky, která fixuje prvky v určité poloze.
Zdálo by se, že vše je elementární: roztavil kov a zakryl jím místo upevnění dílů. V praxi je pozorována složitější situace, protože je důležité, aby díl byl odolný a vodivý elektrickým proudem. V ideálním případě by vrstva měla být tenká, ale s maximálním krytím.
Na lepší ref Chcete-li pokračovat v této operaci, musíte zvážit následující body:
Vědět, jak to udělat správně, je klíčem k úspěchu. Vše není tak obtížné, protože existuje mnoho univerzálních možností, se kterými snadno vyřešíte většinu skutečných úkolů při pájení. Všechny potřebné informace jsou obsaženy na etiketách, proto si před nákupem jakékoli značky pečlivě přečtěte, co je tam napsáno.
Pro leptání a odstraňování oxidového filmu jsou obvykle potřebná tavidla. Jejich aplikace je navíc vynikajícím způsobem ochrany proti korozi. Bez nich je těžké si představit plnohodnotnou přípravu pro pájení, protože pokud nejsou díly pocínovány, nelze dosáhnout kvalitního skloubení. Tyto látky jsou zpravidla směsí solí, zásad a kyselin.
Existují dva typy toků:

 Volba se provádí na základě konkrétních cílů, kterých má být dosaženo. Je lepší, aby byly v arzenálu přítomny obě odrůdy.
Volba se provádí na základě konkrétních cílů, kterých má být dosaženo. Je lepší, aby byly v arzenálu přítomny obě odrůdy.
Fixace se provádí pomocí pájky. Zpravidla se používají olověné značky (POS). Po označení je vždy číslo, které udává koncentraci cínu. Čím působivější je tento indikátor, tím vyšší je odolnost vůči mechanickému namáhání a elektrické vodivosti. Teplota tání je nižší. Olovo ve směsi je potřeba k vytvrzení. Bez něj nebude cín schopen udržet jednotnost.
V prodeji jsou speciální druhy pájek, ve kterých není žádné olovo (BP). Nahrazuje se indiem nebo zinkem. Velkou výhodou takových sloučenin je absence toxicity. Bod tání je vyšší, ale pevnost je mnohem vážnější.
Můžete najít tavitelné značky. Jedná se o Woodovy a Roséovy pájky. Šíří se při teplotě 90-110 stupňů. Taková spojení se používají při vytváření a opravách zařízení.
Různorodost druhů práce a podmínek, ve kterých jsou vykonávány, dala vzniknout několika typům pájení zařízení.

Výběr hrotu páječky
 Tato část konstrukce se liší tvarem a materiálem, ze kterého je vyrobena. Nejprimitivnější možností je žihadlo ve tvaru šídla. Existuje mnoho variant: čepel, kužel, zkosení atd. Při výběru tvaru je třeba mít představu o práci, kterou toto žihadlo vykoná. Je důležité koupit něco, co poskytne maximální plochu kontaktu s povrchem.
Tato část konstrukce se liší tvarem a materiálem, ze kterého je vyrobena. Nejprimitivnější možností je žihadlo ve tvaru šídla. Existuje mnoho variant: čepel, kužel, zkosení atd. Při výběru tvaru je třeba mít představu o práci, kterou toto žihadlo vykoná. Je důležité koupit něco, co poskytne maximální plochu kontaktu s povrchem.
Zpravidla se používá materiál měď, do kterého se přidávají různé nečistoty (například chrom nebo nikl). To zlepšuje výkon. Zejména se výrazně zvyšuje odolnost.
Nepotažené žihadlo se rychle stane nepoužitelným. Musí se pravidelně čistit dráteník. Aby se tato chyba vyrovnala, doporučuje se tento prvek vykovat a brousit, aby získal jednu nebo druhou formu.
V různých situacích lze tento nástroj použít s řadou funkcí, které stojí za pozornost. Na tom závisí nejen výsledná kvalita, ale i míra proveditelnosti operace jako celku.
Pájecí vedení
 Konce se ponoří do tavidla a poté je protáhneme žihadlem navlhčeným stejným roztokem. Je důležité setřást přebytek dráty. Nezanedbávejte to, pokud chcete dosáhnout kvalitního připojení a bezchybného fungování.
Konce se ponoří do tavidla a poté je protáhneme žihadlem navlhčeným stejným roztokem. Je důležité setřást přebytek dráty. Nezanedbávejte to, pokud chcete dosáhnout kvalitního připojení a bezchybného fungování.
Když přípravná fáze skončí, zkroutíme dráty a zahřejeme je malým množstvím pájky. Veškerý volný prostor musí být vyplněn roztavenou směsí.
Jsou-li myšleny lankové vodiče, lze upustit od pocínování. Konce se jednoduše namočí a zafixují bez předběžné úpravy žihadlem. Uvnitř rozvaděčů se tato operace neprovádí, protože riziko koroze je vysoké. Navíc taková provedení nepatří do kategorie odnímatelných.
Oprava elektroniky
 Že jo přístup je dosažitelný pouze zkušeností. Pokud jste takovou práci nikdy nedělali, využijte pomoci specialisty, který vám to řekne jak pracovat s páječkou v tomto případě, protože je důležité, aby někdo řídil a dělal včas úpravy do procesu. Pokud se ale bavíme o typickém tištěném mikročip, poradí si i ten, kdo nástroj vzal jako první.
Že jo přístup je dosažitelný pouze zkušeností. Pokud jste takovou práci nikdy nedělali, využijte pomoci specialisty, který vám to řekne jak pracovat s páječkou v tomto případě, protože je důležité, aby někdo řídil a dělal včas úpravy do procesu. Pokud se ale bavíme o typickém tištěném mikročip, poradí si i ten, kdo nástroj vzal jako první.
Nejjednodušší pájení malý výstupní prvky. Nejprve je zafixujeme nějakou viskózní hmotou v otvorech. Pevně stiskněte žihadlo na zádech, aby se zahřálo. Poté do místa pájení zavedeme pájku (nemělo by jí být příliš).
Pokud výstupní prvek visí, nejprve jej namočíme tavidlem. Touto technikou se malá kapka cínu z páječky přenese na nohu. Látka stéká dolů a vyplňuje díru.
Velké díly
 Kabelové objímky, nádrže a nádobí mají vysokou tepelnou kapacitu, takže proces servis a spojení vypadají trochu jinak.
Kabelové objímky, nádrže a nádobí mají vysokou tepelnou kapacitu, takže proces servis a spojení vypadají trochu jinak.
Nejprve dosáhneme úplné nehybnosti. To se provádí pomocí svorek nebo plastelíny (vosku). Poté se provede bodové pájení.
Další fáze - cínování. Provádí se na fixačních bodech. Je důležité k tomuto procesu přistupovat s maximální opatrností.
Poté - volný prostor je vyplněn pájkou. Používají se speciální kompozice, které se vyznačují netavitelností a schopností udržet těsnost po dlouhou dobu.
Pokud musíte udělat velký šev, roli páječky může hrát měděná sekera zahřátá v ohni. to je všechno, co potřebujete k pájení v takových případech.
Důležité body

Práce s páječkou není tak jednoduchá, jak by se mohlo zdát. Rozvoj této dovednosti výrazně rozšíří spektrum operací a technik které můžete použít.
Někdy může vyvstat otázka, jak můžete pájet drát bez použití páječky, protože pájení je nejběžnějším způsobem připojení malých dílů doma. Existují situace, kdy je nutné naléhavé připojení drátu, ale páječka, používaná jako jednoduchý a pohodlný nástroj, je v rozbitém stavu. Jak, vyzbrojeni, spojit kovy, ví téměř každý. Ale jak se pájení provádí, pokud doma není elektřina, je další problém, který budeme zvažovat níže.
Pomocí domácího žihadla
Ne každý má doma tak obyčejný nástroj, jako je páječka, ale různých lámacích zařízení je spousta. Nejčastěji se jedná o nabíječky telefonů nebo sluchátka, ze kterých se ulomila zástrčka. Pokud je to nutné a možné, můžete si samozřejmě pořídit nové doplňky, nebo můžete vdechnout nový život těm starým. Páječku můžete vyměnit za běžné materiály po ruce. Jedním slovem je vyroben jednoduchý hrot páječky, pro ohřev, který je vhodný pro jakýkoli zdroj ohně.

Materiály, které jsou k dispozici, jsou následující: jednožilový kus měděného drátu (průměr - 0,5 cm) a malý kus látky, který je odolný vůči vysokým teplotám. Drát můžete použít jako žihadlo, jedna jeho strana musí být pečlivě nabroušena pod úhlem asi 45 stupňů. To bude v budoucnu sloužit jako pájecí nástroj. Co se týče druhého konce použitého kabelu, je dobře tepelně izolovaný, aby se s ním dalo bezpečně manipulovat. Jako izolant se hodí sklolaminát nebo v horším případě obyčejné džíny. Stačí ustřihnout dlouhý kus látky a navinout na drát. K upevnění tkaniny použijte nit nebo lepidlo.
Nyní přejdeme k tomu nejdůležitějšímu: jak provádět pájení s takovým domácím bodnutím. Nejprve potřebujete zdroj ohně. Poslouží například jako plynový sporák. Měli byste vzít žihadlo a důkladně ho zahřát. Dále, když se zahřeje, dotknou se kalafuny a pájky, v důsledku čehož bude konec žihadla pocínován. Nástroj, byť šikovný, je v tomto stavu vhodný k pájení.
Například, co dělat, když se rozbije nabíječka pro telefon. Nejprve musíte opatrně odizolovat konce drátu pomocí nože. Dále se použije nahřáté žihadlo, kterým se konce měděného drátu pocínují. Pro spojení bodu zlomu se používá pájení.
Důležité! Při pájení dbejte na to, aby byl zpracovávaný drát důkladně odizolován. K odstranění oxidů z povrchu se nejčastěji používá obyčejný nůž, výsledkem je kvalitní cínování.
Pomocí podomácku vyrobeného hrotu, který nahrazuje páječku, se stačí poškozeného drátu lehce dotknout, v důsledku čehož normálně a rychle pocínuje.
Fóliové pájení
Pomocí této metody je pájení dokončeno za 5 minut. Fólie se v tomto případě používá jako pájka, která se sroluje do tenkého proužku. Tato forma je považována za velmi výhodnou, protože se neroztírá po ploše a nevytéká při vyšší dávce, což je fyzicky nemožné.

Typ, umístění a velikost kontaktů může být libovolný, u této metody neexistují žádná specifická omezení. Fóliové pájení je užitečné v různých situacích, od pájení drátu k desce až po spojení kolíků dvou kroucených drátů.
Pro přípravu kontaktů z nich budete muset odstranit izolaci a očistit je od zbytků. Dále se konce drátů spojí kroucením, odstřihne se potřebné množství fólie, odstraní se lepicí páska a drát se omotá. Dále se provádí rovnoměrné zahřívání, pro které je vhodná svíčka nebo běžný zapalovač.
Jak pájet girlandu improvizovanými prostředky
V případě girlandy budete muset nejprve najít místo, kde byl vodič odpojen. Důvodem může být:
- Často se kontakty přeruší v ovládací skříni, kde tenké vedení neposkytuje dostatečnou kontaktní plochu;
- Také spěch může být po celé délce girlandy;
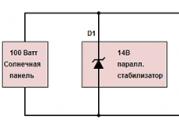
- Pokud jsou lampy zapojeny paralelně, pak pokud jedna shoří, celý okruh se otevře.
Poznámka! Před zahájením práce musíte girlandu odpojit od sítě.
Kontakty, které se vzdálily, lze zpravidla snadno najít pouhým okem. V jiných případech může být zapotřebí speciální tester: měří se každá polovina, poté se okruh vyhledávání postupně zužuje, dokud se nenajde nefunkční prvek.
Po nalezení místa mezery můžete zahájit pájení. Je třeba poznamenat, že v této situaci je nejdůležitější nepájená metoda, což je vysvětleno malým průměrem drátu. Zde budou účinné pasty a teplem smrštitelné bužírky. Schéma vypadá takto:
- Drát je odříznut v bodě přerušení;
- Uklízí se;
- Trubka se nasadí předem a posune se na stranu (dokud není pájení dokončeno);
- Provede se kroucení a nanese se pasta (není třeba se dotýkat okrajů izolace);
- Pájka se důkladně zahřeje svíčkou nebo zapalovačem;
- Chlazené místo se zakryje izolační trubicí, která se musí také zahřát.
Stejným způsobem můžete připájet rozbitá sluchátka.
Pájka je známá jako šikovný a jednoduchý nástroj, ale jsou situace, kdy selže. Není třeba se obávat, protože pájení lze provést pomocí improvizovaných prostředků. Stačí znát některé nuance.
Video